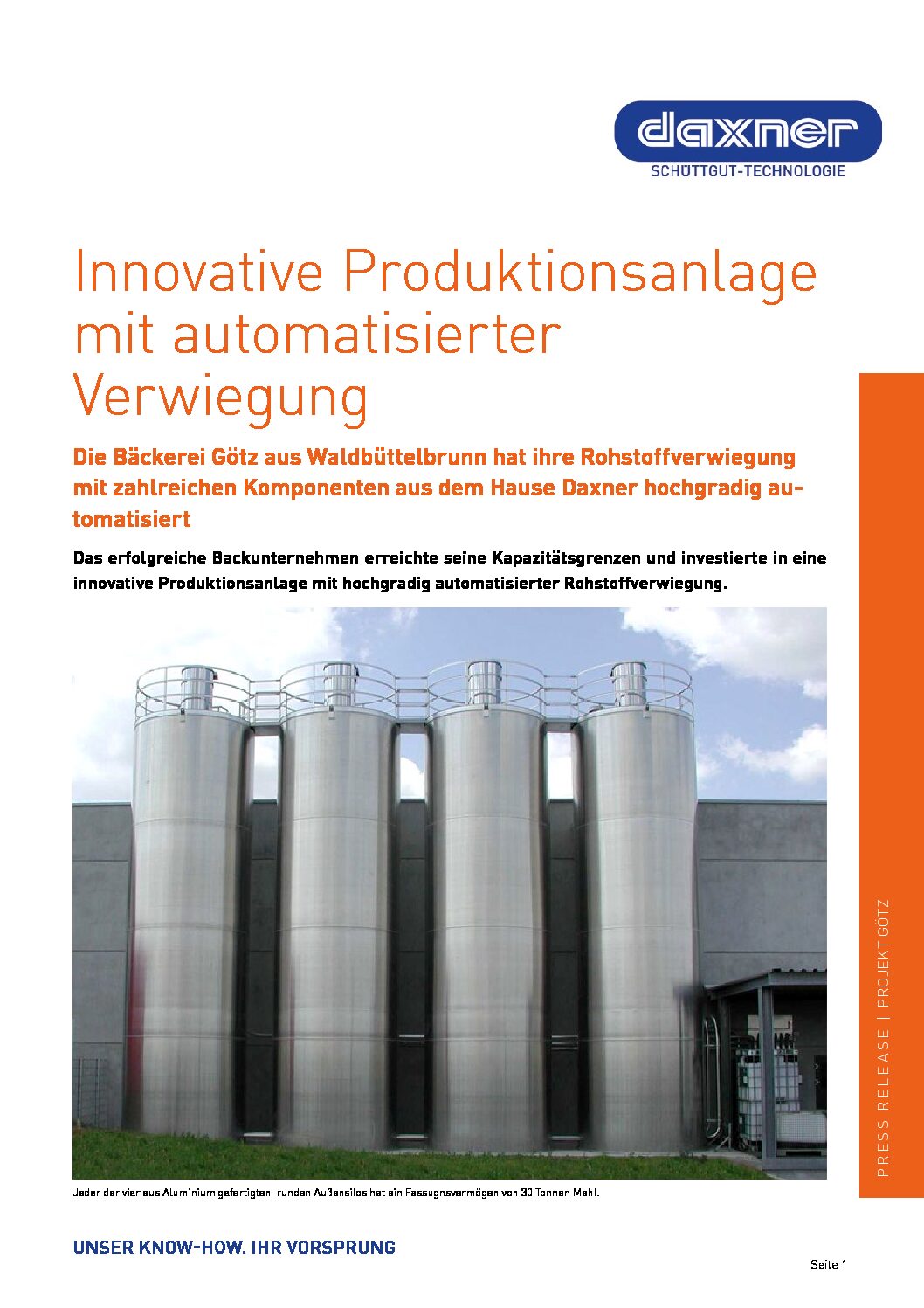
Das erfolgreiche Backunternehmen erreichte seine Kapazitätsgrenzen und investierte in eine innovative Produktionsanlage mit hochgradig automatisierter Rohstoffverwiegung. Technik aus dem Hause Daxner sorgt für die Bereitstellung von trockenen und flüssigen Rohstoffen für zwei Abnahmestellen.
Beschreibung
Zusammen mit dem Bäckereibetrieb konzipierte Daxner eine Rohstoffverwiegung, die auf die individuellen Bedürfnisse des Kunden zugeschnitten ist. Dabei lag das Hauptaugenmerk zum einen auf einem hohen Automatisierungsgrad in der Rohstoffbereitstellung zur Sicherung der Backwarenqualität und zum anderen auf einem klar strukturierten Aufbau in der Teigmacherei mit Konzentration auf das Wesentliche – vor allem der Hygiene.
Silos
Die mit saugpneumatischer Mehlförderung ausgestattete Siloanlage besteht aus 4 Außensilos mit 30 t Fassungsvermögen und 4 Innensilos für je etwa 5 t Mehlinhalt. Die Behälter der zylindrischen Silos sind aus starken Aluminiumblechsegmenten in einem Stück zusammengeschweißt.
Über eine zentrale Befüllstation im Außenbereich wird das Mehl in die Silos eingeblasen und von 2 gekapselten Sauggebläsen zu den zwei 200 Kilogramm fassenden Wiegebehältern gefördert, die sich in einem Raum direkt über der Teigmacherei befinden. Hier sind auch 2 Kleinkomponenten-Dosierstationen untergebracht. In den jeweils 8 Edelstahlbehältern, die von einer Begehungsbühne mit Aufstiegstreppe und Sicherheitsgeländer aus leicht mit Sackware befüllt werden können, lagern trockene Zutaten wie Salz, Backmittel sowie die für das Frankenland typischen Brotgewürze Kümmel und Koriander. Jeder der trichterförmigen Vorratsbehälter ist im unteren Bereich mit einer eigenen, frequenzgesteuerten Förderschnecke ausgestattet. Diese dreht sich zunächst mit höherer Geschwindigkeit, um die Hauptmenge der Zutat zu dosieren und anschließend mit langsamen Umdrehungen, um fein abzumessen. Dabei erreicht die Schnecke eine Gewichtsgenauigkeit von ca. 10 Gramm.
Die genannten Verwiegeeinheiten sind jeweils doppelt vorhanden und versorgen je eine Abnahmestelle in der Teigmacherei – eine für das Brotsortiment und die andere für Fein- und Kleingebäck. Die dosierten Zutaten gelangen über glatte Fallrohre, die dem Staub wenig Auflagefläche bieten, und durch die fest installierte Absaughaube in den Bottich. An der Abdeckung befinden sich auch alle Zuleitungen für die flüssigen Zutaten wie Wasser, Salzsole, Flüssighefe, Crememasse aus Restbrot oder Weizenvorteig.
Da die Wassermisch- und Dosieranlage sowie auch die anderen Vorratsbehälter für Flüssigkomponenten in Nebenräumen untergebracht sind, macht die Rückwand der Teigmacherei einen sehr aufgeräumten Eindruck. Alle Zuleitungen treten an einer zentralen, mit Edelstahl verkleideten Stelle aus der Wand. Nur noch die Schwenkarmhalterungen für die beiden Bediener-Touchscreens sowie die Steckdosen für die ausfahrbaren Spiralkneter sind an der gefliesten Rückwand zu finden.
Flüssigkeiten
Unterhalb des Siloraumes, direkt hinter der Teigmacherei, befindet sich der Raum für die Vorteigbereitung und -lagerung. Die komplexe, vollautomatisch arbeitende Anlage besteht im Wesentlichen aus 3 Reife- und Vorratsbehältern aus Edelstahl und dem kontinuierlichen Daxner-Anteigersystem daxDou. Dieser wird für die intensive Vermischung von Mehl, Wasser und Zusatzkomponenten eingesetzt – in diesem Fall zum Beispiel für Restteige.
Der Anteiger ist nach dem Prinzip eines Durchlaufmischers konzipiert und besitzt für die Teigherstellung speziell konstruierte Knetwerkzeuge. Für eine einfache und gründliche Reinigung ist das Mischwerkzeug vollständig aus dem Gehäuse ausfahrbar. Die Nassreinigung erfolgt über ein integriertes Hochdruck-System über Hochdruck-Flachstrahldüsen. Für die kontinuierliche gravimetrische Mehlzugabe sind eine Behälterwaage und eine Differential-Dosierwaage installiert. Die dort angebaute Dosierschnecke versorgt den Anteiger gewichtsgenau und kontinuierlich mit Mehl und die Dosierung des Wassers erfolgt mittels Durchflussmessgerät.







Alle Systeme werden über die elektronische Steuerung überwacht und aufeinander abgestimmt. Um zu jeder Jahreszeit gleichmäßig fermentierte Vorteige zu gewährleisten, sind die jeweils 2.500 Liter fassenden, doppelwandigen Vorratsbehälter mit einem Kühlwassermantel ausgestattet, die an einen Kühlwasserkreislauf angeschlossen sind. Dadurch können mittels der zur Vorteiganlage gehörenden Computersteuerung sämtliche wichtigen Teigparameter wie Temperatur, Festigkeit und Reifezeit exakt gesteuert werden.
Ein an jedem der Reifebehälter angebautes, stabiles Edelstahl-Rührwerk, das den Weizenvorteig in festgelegten Intervallen durchmischt, lässt auch die Bearbeitung von Vorteigen mit niedrigen Teigausbeuten (TA von circa 170) zu. Die Befüllung der Tanks erfolgt von unten, so dass sich im oberen Bereich keine Teigkrusten oder Mehlstaub absetzen können.
Seit kurzem verarbeitet die Bäckerei auch Restbrot zu einer verarbeitungsfertigen Crememasse. Durch ein besonderes Verfahren wird das Restbrot im daxRec mit einem Minimum an Wasser verflüssigt und durch eine spezielle Technik der Feinstzerkleinerung in einem Rotor-Stator-System zerkleinert. Es entsteht daraufhin eine Suspension, die einerseits pumpfähig ist und sich andererseits nicht mehr entmischt, was die Lagerung im gekühlten Tank wesentlich vereinfacht.
Salzsole
Ein zentrales Element der Anlage ist auch das Salzsole-System daxSol, das den Betrieb in die Lage versetzt, die besonders im Sommer erforderlichen niedrigen Teigtemperaturen bei z.B. Brezel oder Blätterteigen ohne den Zusatz von festem Eis einzuhalten.
Die Zubereitung der genau definierten Salzlösung mit einem Salzgehalt von 15 % läuft automatisch und programmgesteuert ab: Aus einem 500 kg fassenden Vorratsbehälter gelangt mittels Förderschnecke und Fallrohr die der festgelegten Konzentration entsprechende Menge Salz in den auf Wiegezellen gelagerten, mit einer definierten Wassermenge gefüllten Salzlösungsbehälter. Die entstandene Salzlösung wird nun über einen Plattenwärmetauscher geführt und so auf die voreingestellte Temperatur von -6 Grad Celsius heruntergekühlt. Anschließend lagert sie im isolierten, 5.000 Liter fassenden Entnahmebehälter, um bei Bedarf von den angeschlossenen Verwiegestationen abgerufen zu werden.
Automatische, zeitlich geregelte Umpumpvorgänge sorgen dafür, dass die Stabilität und die Temperatur der Lösung immer konstant bleiben. Neben der leichten und genauen Dosierung über die Rezeptursteuerung stellt die keimfreie Salzsole auch einen hygienischen Vorteil bei der Teigbereitung dar. Ein weiterer Vorteil ist, dass die Mehlbestandteile länger verquellen können als beim Einsatz von festem Eis, das erst auftauen muss, um die Stärke zu benetzen.
Fazit
Von der Rohstoffannahme bis hin zur Auslieferung sind klare Strukturen geschaffen worden und die einzelnen Produktionsanlagen in Linie aufgebaut. Beeindruckend ist auch die Kompaktheit der gesamten Rohstoffbereitstellung, die gemeinsam mit Daxner realisiert wurde.
Technik:
- 4 Außensilos à 30 Tonnen
- 4 Innensilos à 5 Tonnen
- 2 Kleinkomponenten-Dosierstationen
- Kontinuierlicher Anteiger daxDou
- Restbrot-/Restteigverarbeitung daxRec
- Salzsole-System daxSol
- Hefeauflöser
Schlüsselkomponenten
dieser Lösung

Mehr Lösungen zur Restbrotverwertung & Innovationen


Sie sind interessiert?
Lassen Sie uns reden.
Senden Sie uns Ihre Kontaktdaten und einer unserer technischen Verkaufsmitarbeiter meldet sich bei Ihnen um Ihr Projekt zu besprechen oder finden Sie einen DAXNER Partner in Ihrer Nähe.