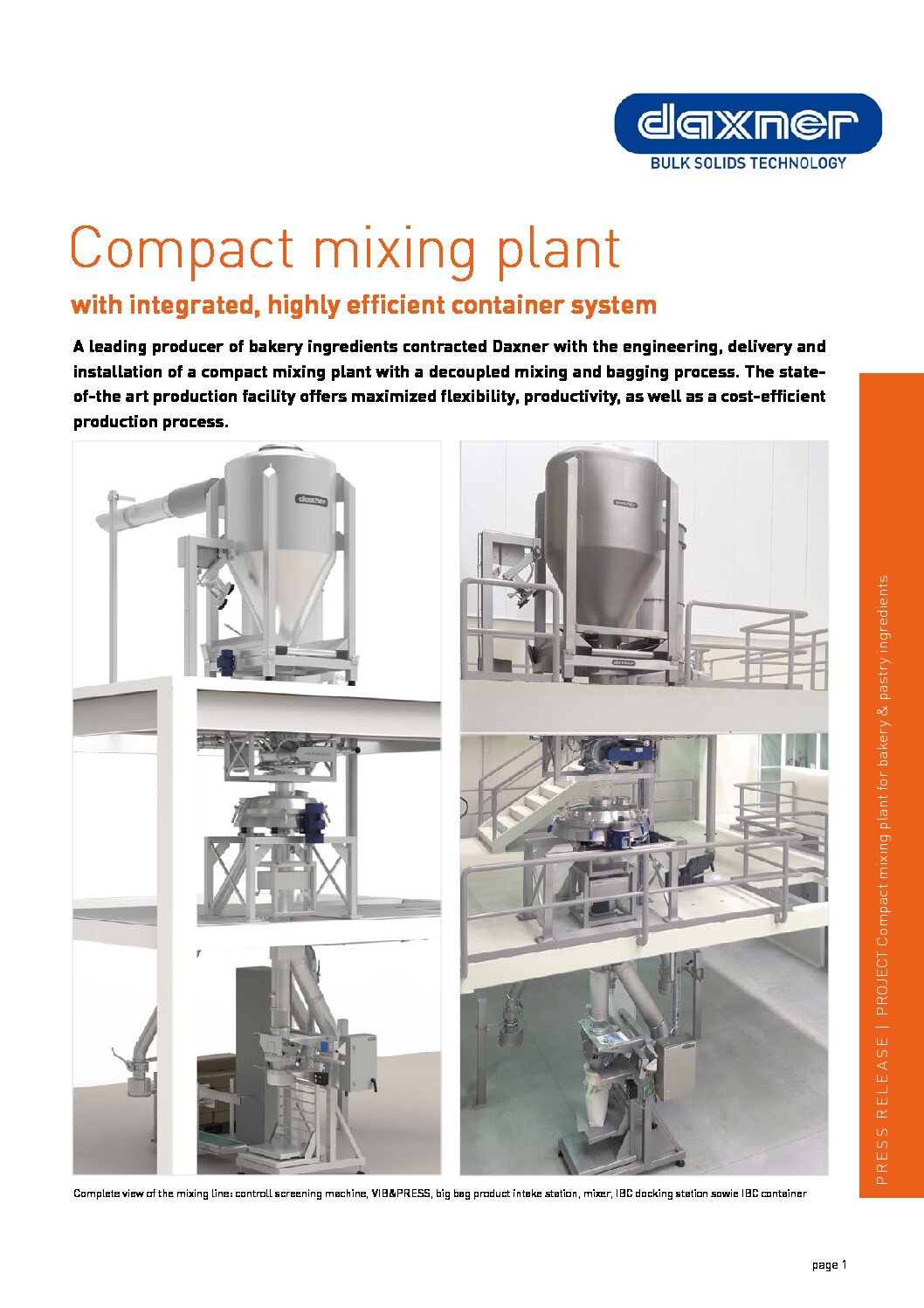
A leading producer of bakery ingredients contracted Daxner with the engineering, delivery and installation of a compact mixing plant with a decoupled mixing and bagging process. The state-of-the art production facility offers maximized flexibility, productivity, as well as a cost-efficient production process.
Description
The comprehensive plant concept involves the entire production process and mainly consists of a mixing and bagging line including an aspiration system for both production lines. This made-to-measure solution from Daxner represents an investment into an innovative future and enables our customer expand the supply of baking ingredients for bread and pastries in the Americas further.
Mixing line
Product intake
This system offers all benefits of a gravimetric mixing line as well as a decoupled bagging process via containers.
The entire mixing process takes place on 3 cubic meters with a batch weight of 1,500kg and a density of 0.5. The raw materials arrive in bags or Big bags, a pallet lift transports them to the top level of the mixing line. The pre-commissioned components are supplied through a bag and Big bag intake station combined with a control screening machine Vib&Press. This configuration of the intake station offers maximized flexibility and safety, since both stations are equipped with screening machines. An aspiration system keeps the air clean of dust.
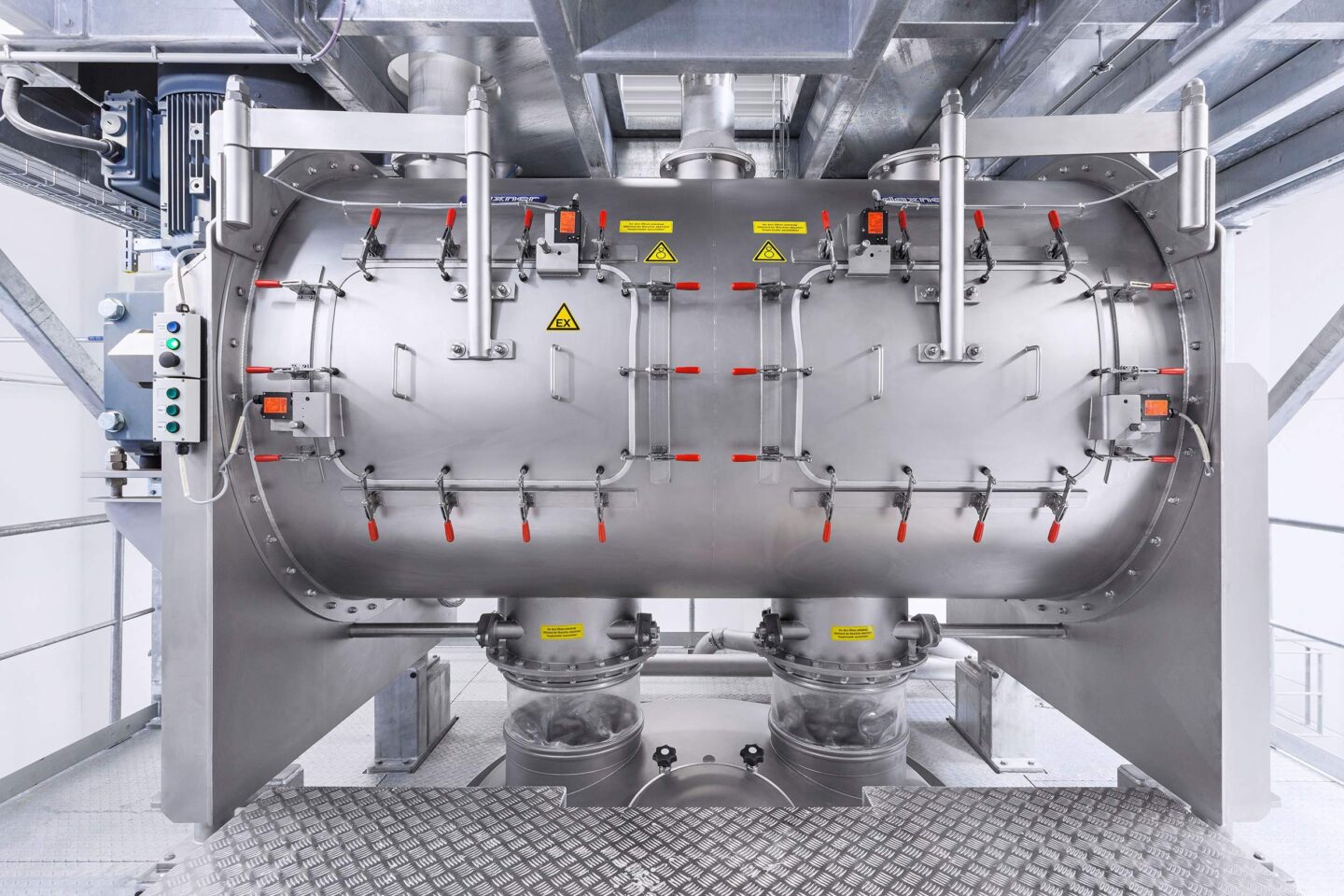
Mixer
The right mixer choice plays an essential role during the planning process of a mixing line. Therefore, Daxner took various aspects, such as the product properties and the mixing tasks at hand into consideration and decided on a ploughshare mixer. This solution guarantees a high mixing accuracy and homogeneity of the product whilst providing a gentle production process with short mixing times. An integrated fluid bed further optimizes the mixing result. Its hygienic design with large doors and easy accessibility is up to date with the latest EHEDG guidelines; the longest mixing time is 5 min.
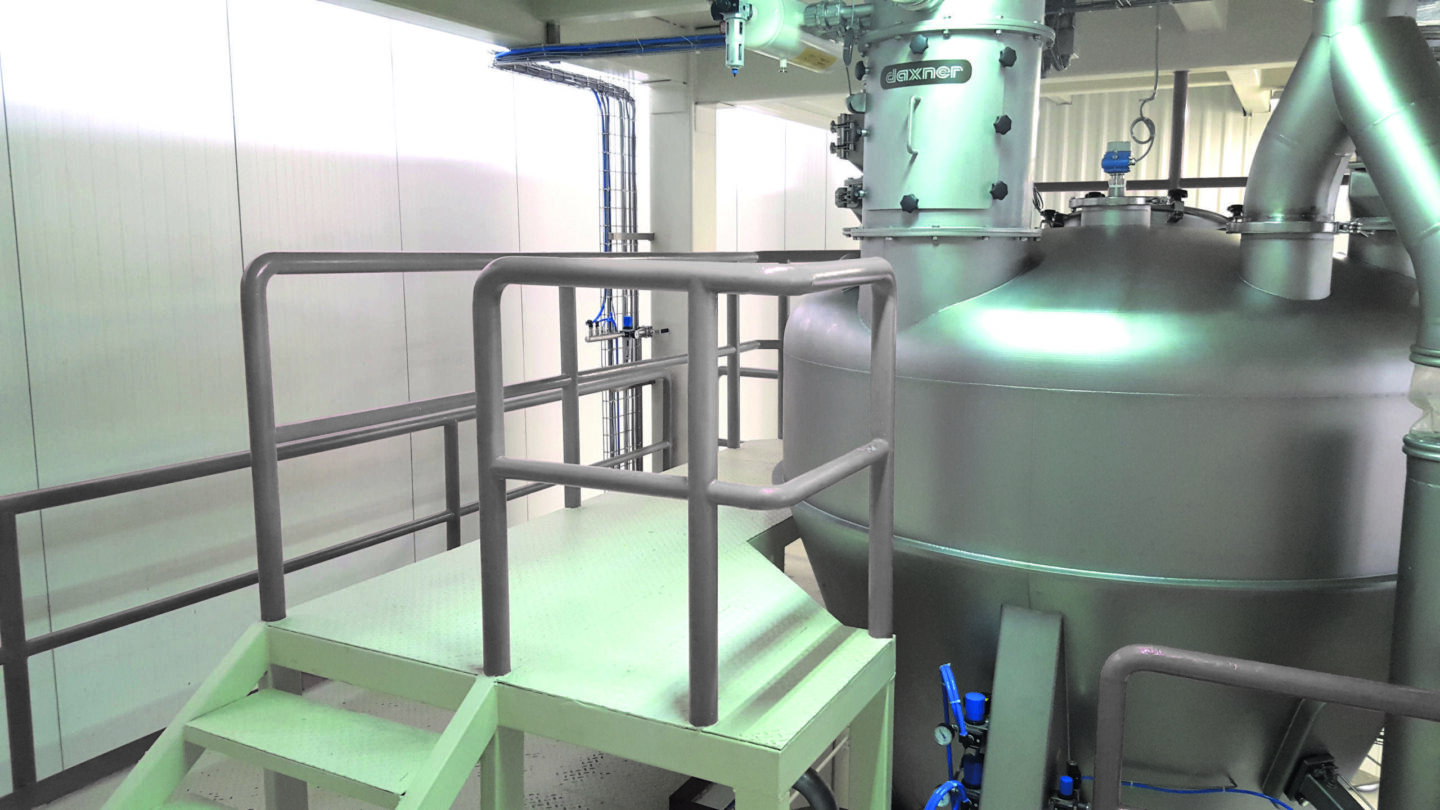
Intermediate containers
The pre-commissioned ingredients are temporarily stored in so-called mixing pre-containers. These containers provide flexibility in the production process with a performance almost twice as efficient as conventional mixers without pre-containers. The components are stored there while the previous batch is still being mixed. Once the mixer is finished and emptied, the pre-weighed batch is filled directly into the mixer. This process offers a higher batch number and throughput due to the faster emptying and the buffer volume.
Container filling
After the mixing process, the batch is emptied into one or several containers. This concept benefits of the short changeover times between batches. The containers are transported to the bagging stations by a forklift.



Bagging station
The bagging stations are also gravimetric. After opening the manual flap, the containers are emptied. The dosed blend passes a horizontal screening machine and an all-metal-separator before reaching the bag filling and weighing system daxPVS. Contaminated product is disposed of via a pneumatic two-way flap into a waste bagging spout. The 20kg bags are attached to a bagging spout with a diamter of 300mm with an inflatable sleeve. A speed-controlled rotary valve and a pneumatic hose valve in the bagging station dose the finished product.
The compact and easy clean bagging system combine a simple, semi-automated operation with a high throughput. At the same time, this system offers a high-standard quality control of the product. The low-height bagging station only consists of vertical surfaces for easier cleaning. The dosing unit is equipped with an extension device. Moreover, the arrangement of the equipment offers easy accessibility and simple maintenance.
The mixing line fulfills all HACCP and ATEX guidelines.
Key components
of this solution



More solutions for Bakery & Pastry ingredients





Sounds interesting?
Let us know.
Send us your inquiry and a technical sales person is calling you back to talk about your projects or find a DAXNER partner company around you.