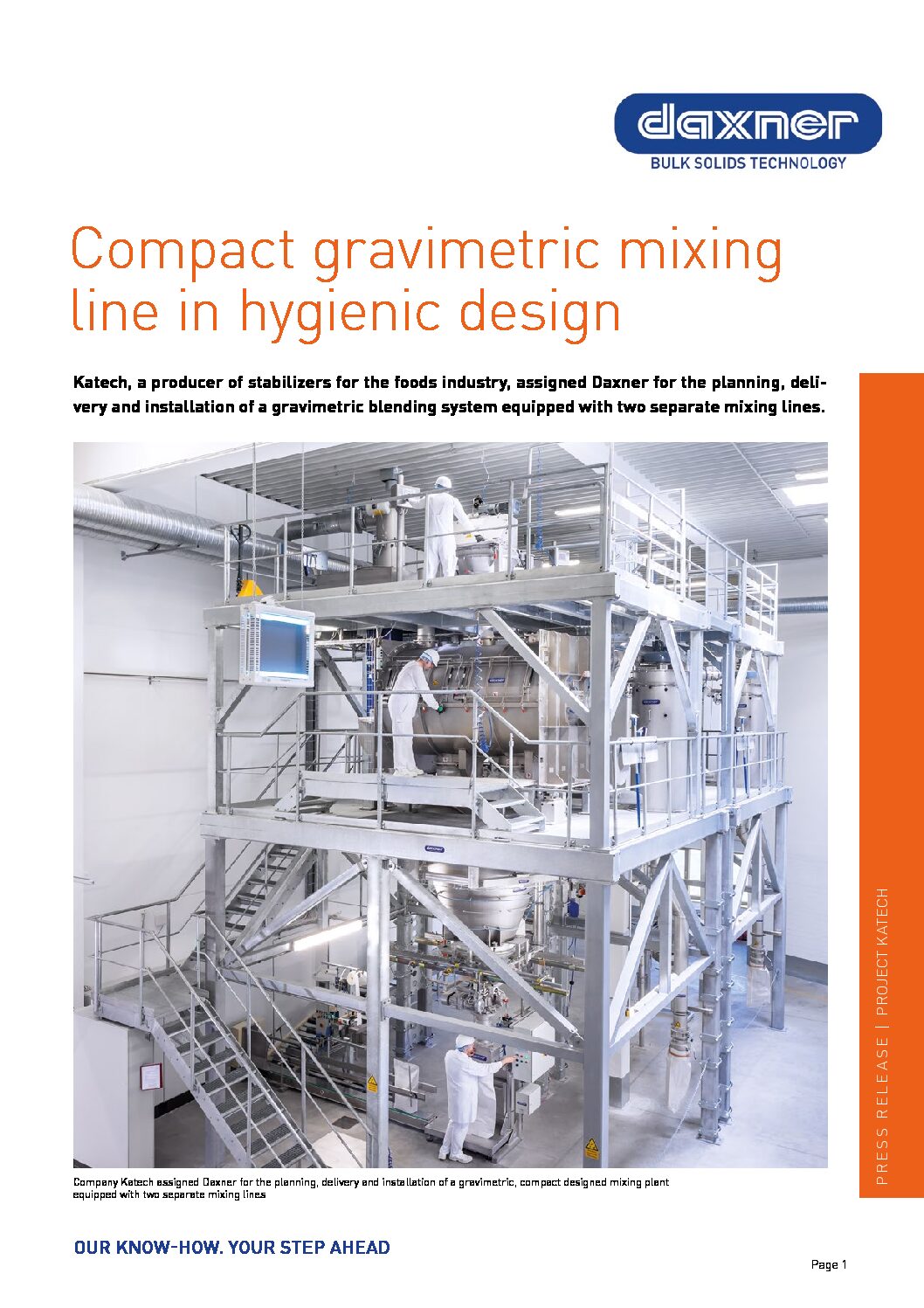
A producer of stabilizers for the foods industry assigned Daxner for the planning, delivery and installation of a gravimetric blending system equipped with two separate mixing lines.
Description
The newly installed mixing line of Daxner serves as a core module for the production of high end powder mixes for the foods industry. The concept design was developed with regards to the specific situation of the start-up company. In line with the available budget volume Daxner planned, delivered and installed a complete gravimetric mixing system equipped with various components in hygienic design, which provides energy efficiency, high flexibility for product changeovers and easy cleaning. Another essential objective was to ensure utmost mixing accuracy and to enable a gentle and hygienic addition of micro ingredients. This was achieved by reducing cross contaminations in order to maintain product quality. Also the minimization of cleaning times and a design for minimum overall operational costs was taken into consideration.
Blending
All small and medium components are solely pre-commissioned in the corresponding allergen rooms. These rooms are physically separated from each other in terms of the handled allergen and therefore they only permit access with hygienic, protective clothing. Subsequently a forklift truck positions the bags and the pre-commissioned small and medium ingredients onto the operating platform. There, the operator fills the ingredients into one of the two existing VIB & PRESS bag intake stations.
Depending on the product characteristics the mixing system itself is specifically selected. Line 1 is equipped with a horizontal paddle mixer and line 2 with a horizontal ploughshare mixer, in order to provide highest flexibility for various mixing jobs.
The control screening machine operates according to the principle VIB and PRESS – an innovation from Daxner. In doing so, it encompasses two major processes: The vibrating screen sieves the product (VIB) and simultaneously slowly rotating paddles press the product through the flat screen (PRESS), in order to gently dissolve agglomerations and lumps. Even if small mesh widths are used, the screen remains free of any residues and at the same time it enables its cleaning due to its vibrations. The drive is provided by a geared motor with variable speed through frequency converters. The tilt-up mechanism of the entire top part ensures quick cleaning. Also the implementation of a permanent magnet grid is possible for the elimination of magnetic contaminations. This system screens products with poor flow characteristics respective products which tend to clump or with high fat content by incorporating small mesh widths and reasonable throughput.
The mixer is designed according to the EHEDG- standards with two large cleaning doors. The mixing system enables a high mixing accuracy (higher 1:100.000) and short mixing times ranging from 1 to 5 minutes. Also extremely different ingredients (bulk density, particle sizes and structure) can be added to the mixing process.
Bag filling
The finished mixes are discharged into the corresponding mixer receiver bin, which holds the entire mixing capacity. Receiver bins are in hygienic design and equipped with a vibro discharger – in combination with a pressurized air cleaning in the discharge cones – which ensures their residue free discharge. The implementation of the mixer receiver bins enables a fast discharge of the mixers and additionally provides a buffer volume for the below positioned bag filling station. Therefore the number of batches and consequently the plant performance is notably increased.
Below the mixer receiver bin the finished mixes are filled into packages ranging from 15 kg to 25 kg by using a bag filling and weighing system, called DAX-PVS. This completely gravimetric and compact designed bag filling station combines a simple, semi-automatic handling with high throughput and easy cleaning (no residue!). The innovation of the bag filling system is the so called PVS dosing system (Pinch Valve System), consisting of a pneumatically actuated rubber hose-dosing system. One major advantage is the easy cleaning of the inner surface of the hose, which is in contact with the product. The hose of the pinch valve system was developed with a very smooth inner surface, in order to achieve high dosing accuracy and discharge of the residue. Once the filling of the bags is completed, they are dust tightly sealed, placed on a conveyor belt und subsequently quality controlled by a tunnel metal detector. Finally the bags are transported to palletising.
Quality assurance
Daxner’s mixing system does not only convince as a turnkey solution but also impresses with its innovative details. This includes for example the sophisticated system of control mechanisms. It ensures a consistent quality assurance. Various ingredients pass the control screener and an inspection station for metal impurities. Metal detectors detect all metal foreign particles. Also the selected aspiration concept which incorporates a central aspiration filter for each mixing line, is associated with the strategy of a contamination-free production of powder mixes. The following detailed technical concepts provide easy access and cleaning/service:













- The tilt-up mechanism of the platform enables access to the cleaning lids of the mixers and to the hygienic mixer discharge flaps
- The discharge rotary valve – considered for the predosing – is positioned above the DAX-PVS bag filling system and includes a rail system by which the rotor of the rotary valve and the complete rotary valve can be removed for cleaning.
- The position of the aspiration filter directly on the platform ensures easy access and cleaning of all units
You are currently viewing a placeholder content from Vimeo. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
Key components
for this solution


More solutions for Food & beverages






Sounds interesting?
Let us know.
Send us your inquiry and a technical sales person is calling you back to talk about your projects or find a DAXNER partner company around you.