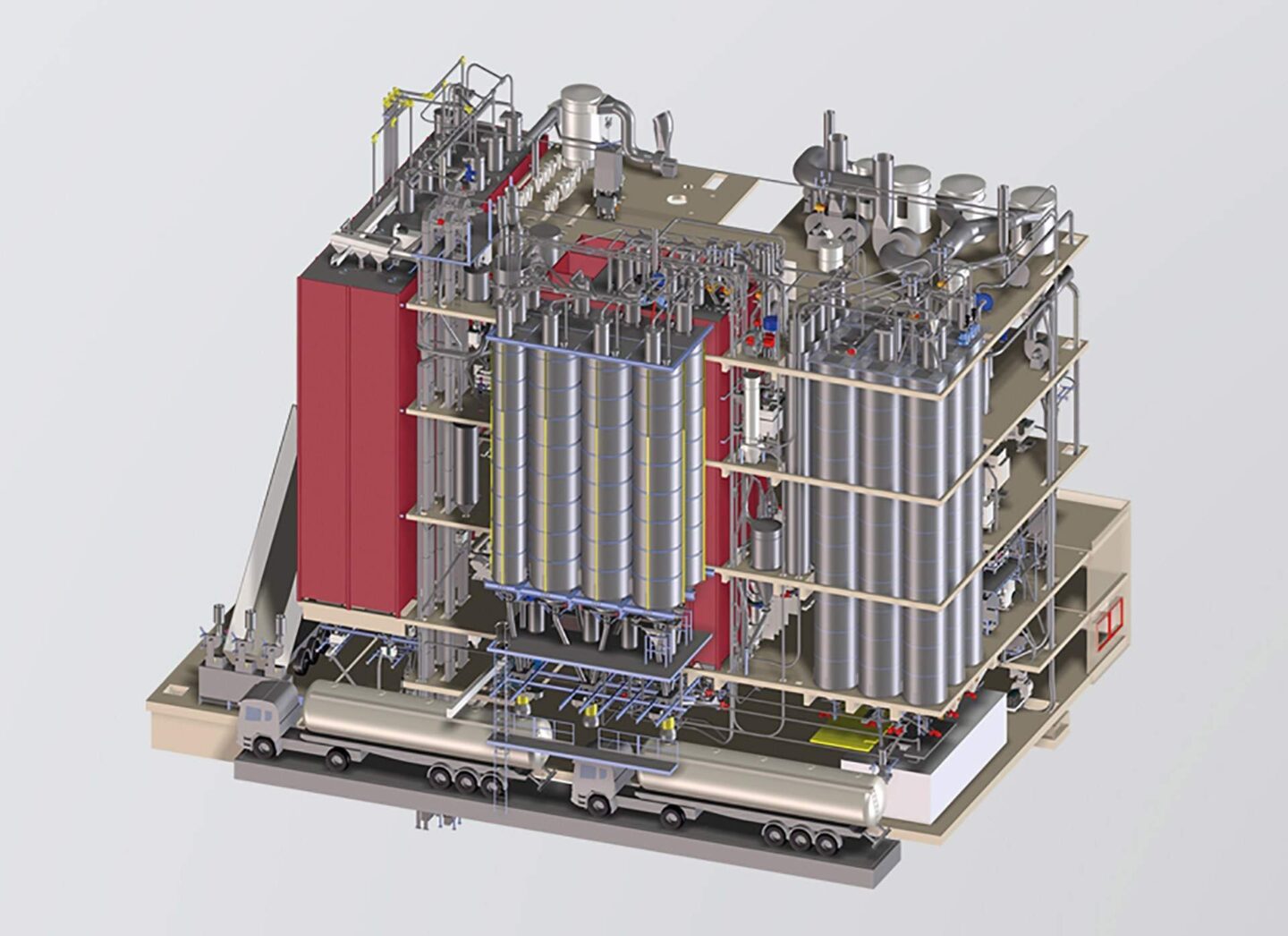
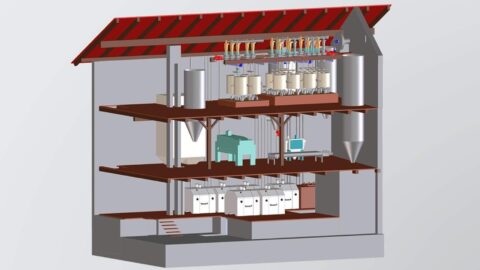
The highly contemporary mill system and several refining processes are unified at the same place. Thus maximum flexibility and innovative product developments can be achieved. This plant is completely unique due to a compact and complex design.
Description
-
Processing capacity: appr. 80 tons cereals and appr. 20 tons refined products per day
-
Types of cereals: spelt, wheat, rye, corn and oil seeds such as soya and poppy
- Process technologies: Grinding, dampening, flaking, extruding, roasting and subsequent cooling, drying and peeling
An efficient network with totally automated processes was designed, including 49 new silo cells in total, multi-level cleaning processes, grinding-, refining and screening lines and an efficient bag filling and loading system. These automated processes communicate with each other through a profibus system with a superordinate controls system.
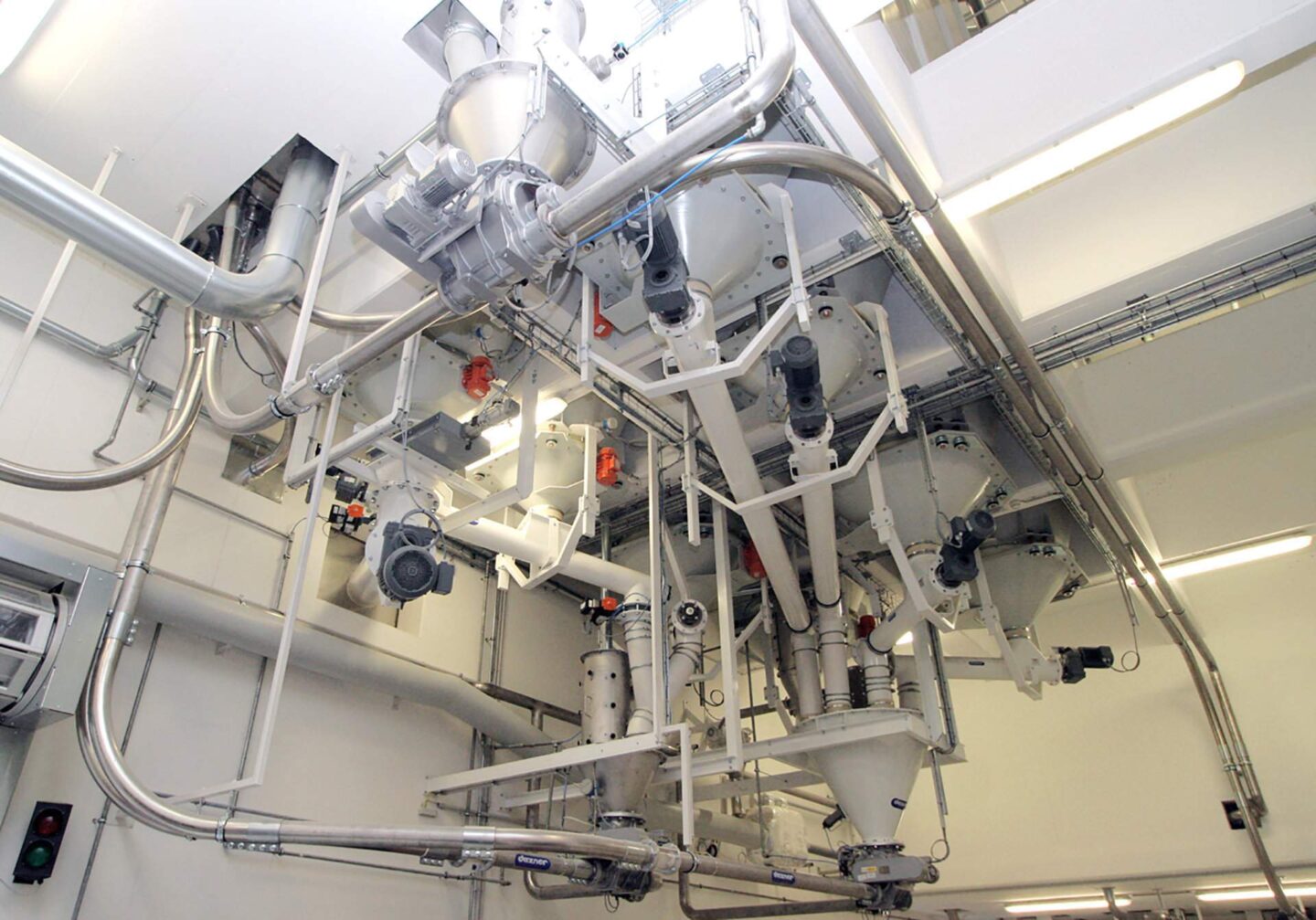
For this purpose almost residue-free and variable conveying lines are required, which enable the handling of highly demanding products such as soy flour. The products are conveyed in appr. 2.500 m pipelines across the entire system. The plant is certified according to the IFS and ATEX regulations, hence it is in compliance with the new machinery directive.
The building is fed with 90.000 m³ air per hour by a heat exchanger, whereby an optimal hygiene and the correct temperature can be guaranteed.
Delivery and storage of raw materials
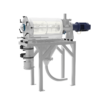
The delivered raw materials are stored in silos, each with a capacity of appr. 70 m3. Depending on the product- and supply specification the silo cells are either filled mechanically by an intake station or by separate pneumatic filling lines. The intake station is equipped with a dust barrier and a filter system for an efficient dust collection.
Multi-level product cleaning and grinding
After the raw material storage, the specified quantity of the raw material is discharged and could simultaneously mixed. Before the product is discharged into the buffer bin, which is located in the 1st cleaning sector “black cleaning”, the product passes a magnet separator.
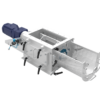
This designed cleaning allows the handling of various types of cereals, seeds or legumes and meets highest requirements in terms of hygiene. Contaminations are separated by a vibrating screen with an air-sifter. The good product is separated from stones and conveyed to a colour-selection-procedure, which scans all product types with an infrared technology and discharges all deviating foreign substances.
In the 2nd „white“ cleaning the grain hull is peeled. Based on a moisture measurement a specified quantity of water is added and mixed with the product by a rotor-dampener, in order to achieve the requested value of moisture. A central aspiration system suctions all impurities which are subsequently discharged as cleaning waste into a silo cell for the tanker truck.
In the grinding area cracked grain and floury products are sifted and sorted out by a sifter and roller mills, whereupon the final product, such as flour, cracked grain and bran are derived in several stages. A weighing station detects the achieved extraction rate. Flour and middlings, meals and brans are stored intermediately and separately in 15 silo cells.



Diverse product refinement
The refinement of the cereals specifically modifies their shape and property. This results in an extended shelf-life, digestibility, enhanced baking property or – using the example of soja – reduction of bitters.
Various refinement processes can be combined with each other: dampening, flaking, extruding, roasting and subsequent cooling, drying and peeling.
Screening line ensures complete safety
After the products are processed, they are subsequently conveyed to a screening line. It ensures, that only products without any foreign bodies are transported to the filling and truck loading station. While screening, the product passes a centrifugal screener, a control sifter, an all metal check, an entoleter and a control weighing system.
State-of-the-art controls system
The system in combination with the Simatic-S7 controls unit ensures besides a clear process visualization- and management a seamless traceability of the batches.
Bag filling and truck loading station
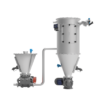
The finished products are optionally filled out of bulk silos into bags by a fully automated CONCETTI-bag filling station or by a Daxner Big Bag filling station equipped with a weighing unit. Also a pneumatic transfer to the truck loading station is possible. For this purpose several loading silos are provided, which are directed to three central loading units by a stainless steel piping system. All silo cells are equipped with a jet bin filter on top.
The products are discharged in a mass flow through a vibro bin discharger with a flexible, dust-tight sleeve. Up to 70 t/h of the products with partially poor flow characteristics can be directly conveyed to the silo truck.
The product cycle ends on the truck platform scale with a total length of 32 m. Once the driver has activated the transaction number, the loading is fully automated started. The roughs and fine dosing is carried out through a silo discharge flaps with a controls drive.
Key components
for this solution
More solutions for Mills



Sounds interesting?
Let us know.
Send us your inquiry and a technical sales person is calling you back to talk about your projects or find a DAXNER partner company around you.
[contact-form-7 id=”8″ title=”Anfrageformular EN”]